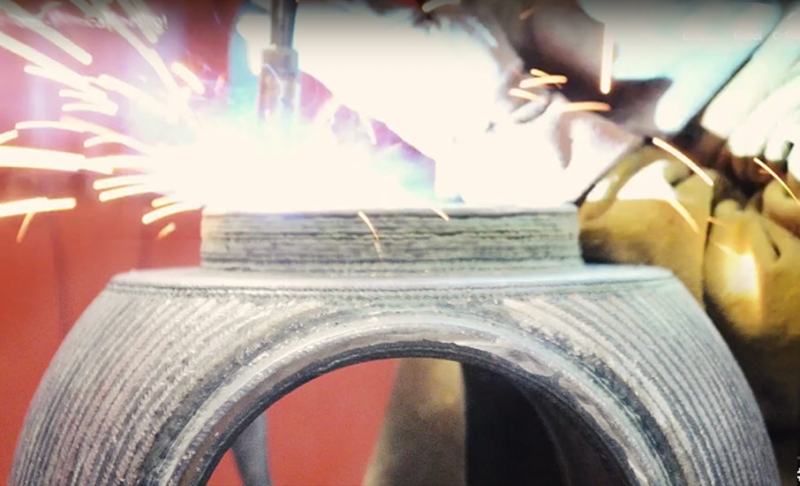
We have been performing cladding overlay upon balls up to 56” since 2010, in a full (on all surfaces) or partial (only on sealing surfaces) solution, with the most required types of materials (Inconel 625 – 316LSi – 309LMo, Duplex), ensuring the minimal thickness required (3.0 to 7.5 mm). This process is required to achieve better mechanical properties and to increase resistance to the corrosion. It also represents a cheaper solution than the “integral” one.
Certification ISO 3834-2
Our process satisfies the requirements of Standard UNI EN ISO 3834-2:2021 “Quality requirements for fusion welding of metallic materials – Part 2: comprehensive quality requirements”
Applicable codes
ASME IX – EN ISO 4063
Processes
GMAW (Gas metal arc welding) – 131; 135
GTAW (Gas tungsten arc welding) – 141
Technical support in ball valve engineering for cladding process
All Cladding stations are CNC controlled
Capability up to 56”
Qualified PQRs/WPS for every End User requirement